
{kind=link}


This year marks the single largest growth of new vehicle sales in a decade. In fact, the total new vehicle sales total of 67,500-plus units, is in par with sales from 10 years ago. Take into account the dramatic increase in alternative materials, additional accessories and features and the new segments reacting a broader populace, and today’s personal watercraft industry is light years ahead of itself less than a dozen years ago. For Yamaha Motor Corporation, USA, who experienced a 14-percent growth over last year’s sales, and picked up additional market share (Yamaha tails Sea-Doo by 7-percent total market share), and the Georgia-based manufacturer has quite a bit to be happy about.
A large portion of the brand’s success can clearly be traced to its commitments to excellence in its assembly process. While the sales and marketing division resides in Kennesaw, the YMMC (Yamaha Motor Manufacturing Corporation Of America) assembly plant is found several miles southwest of Atlanta in Newnan. There, the facility’s 1.35-million square feet of manufacturing and logistics buildings occupy an impressive 280 acres, including six buildings a test and evaluation course for ATVs, Side-by-Sides (SxS) and golf carts, as well as a test lake. Over 1,400 employees punch in every day, many working alternating shifts to keep manufacturing running 24-hours during peak season.


Above: Everything begins with these small plastic nodules. Basic raw materials are compression molded into hoods, fairings and other deck components.



Above: Every deck begins as multiple sheets layered on a table before entering the compression mold. After 4 minutes and several hundred degrees, a finished deck is moved into waterjet cabinet where automated arms spray a laser-like stream of water, cutting out the engine compartment, front storage bin access and other ports and holes.



Above: Simultaneously, hulls are being produced and composited with the inner hull liners.
The doors to YMMC were first opened in 1988 beginning with the brand’s golf cart segment, with WaveRunner production following shortly thereafter. Eventually, ATV and ROV (SxS) came to occupy the second assembly building. Since that time, the YMMC has reached several major milestones including reaching 2 million vehicles produced in 2007, and 3 million in 2013. Additionally, YMMC has produced 1 million golf carts in 2015 and 1 million ATVs in 2016. Today, YMMC produces 210 units a day with a stellar 97.5-percent passing initial inspection. And for 2018, YMMC is projected to build its 1 millionth PWC around April (which is most likely going to become a permanent fixture in the Yamaha showroom).
Drawing heavily from its Japanese tradition, YMMC strives to create “Kando”, a Japanese word for “simultaneous feelings of deep satisfaction and intense excitement when people experience Yamaha’s exceptional value.” The decision to move product development and full-time production to Georgia was multi-faceted: First, 70-percent of Yamaha’s market is in North America, making its sales and marketing, design engineering and manufacturing a highly collaborative effort. Additionally, YMMC maintains a strong culture of continuous improvement through organizing small group team projects to seek out and propose resolutions to streamline production and improve worker efficiency. These efforts have worked to prevent injuries, reduce water use, energy, air emissions and waste.



Above: Holes are drilled into the inner hull liner where an expanding chemical foam is pumped in. The expansion foam fills the sandwiched layers. The recently filled hulls are taken to the assembly line where each hull is prepped with a DA sander (where needed) and fitted with major mounting hardware.


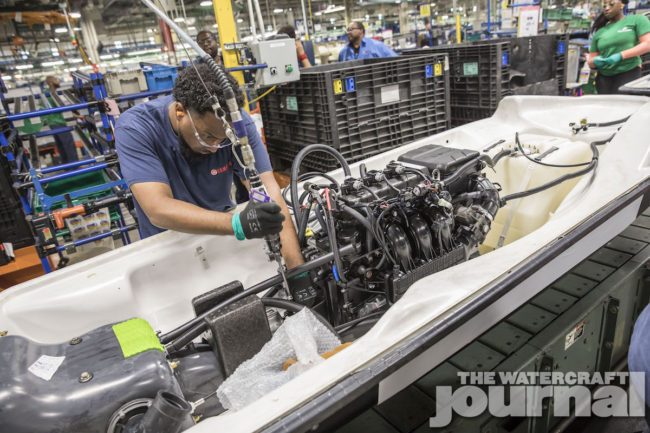
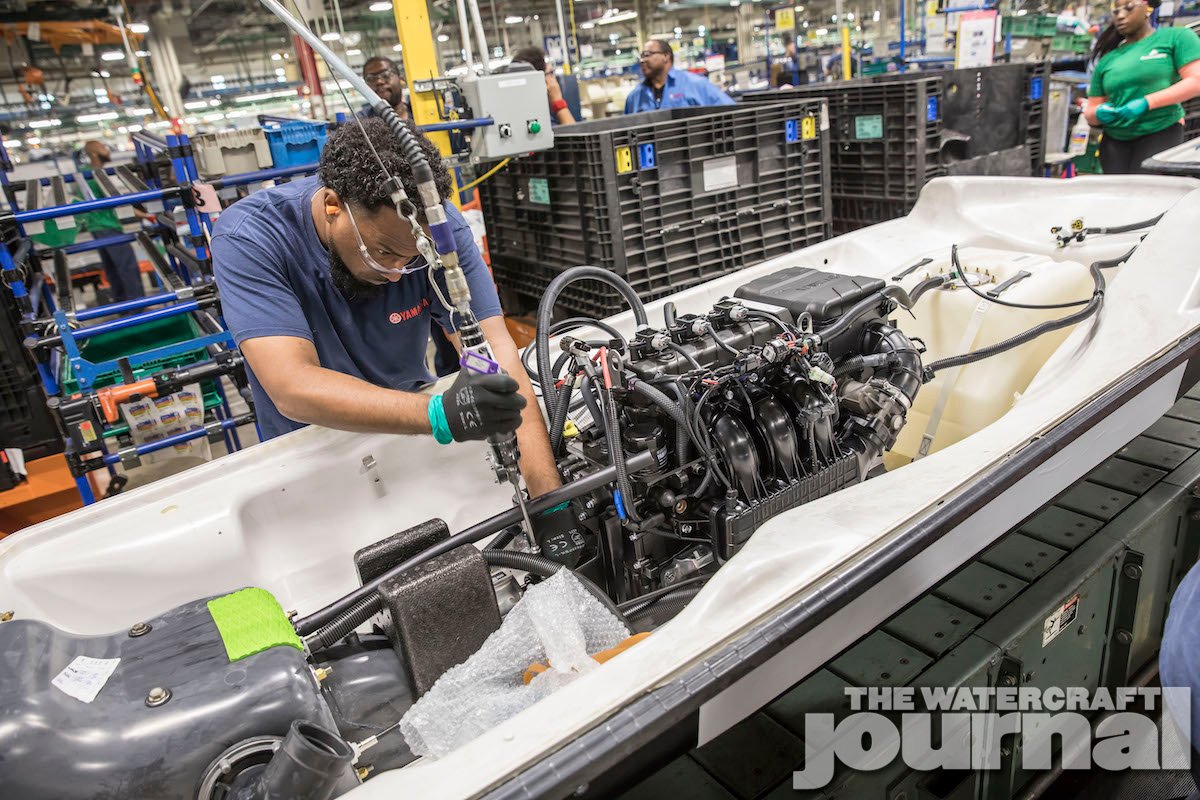
Above: Hulls are fitted with motor mounts, mounting brackets, the pump, shaft and initial plumbing before receiving the complete powertrain. The driveshaft is connected to the flywheel and gas tank plumbed to the fuel rail. The models we followed this day were 2018 TR-1 powered EX Deluxe units.


Above left: The final steps before combining the assembled hull to the deck include installing the complete exhaust system and finalizing some necessary wiring. Above right: A pallet of TR-1 EX engines sit at the ready.
While Yamaha Marine engines are world-renowned for dependability and performance, YMMC has committed to equally high quality fabrication and assembly processes, resulting in superior fit-and-finish. Inside of the first assembly plant, Yamaha demonstrated its compression molding and US Steel tooling, all of which results in laser-measured accuracy. The low failure rate results in less lost inventory and superior hull and deck production numbers. In fact, the level of extensive error-proofing and safety controls borders on neurotic, but accounts for superior dependability and performance. While not fully automated, the production and assembly process meticulously proofed and evaluated, with an eye pointed towards continual improvement and streamlining.
This effort has equated for over $2 million dollars in improvements. When Yamaha sought to improve its hull material process, it partnered with Georgia Tech Research Institute to develop NanoXcel (and later its NanoXcel2). Georgia Tech was the only such university who was exploring nanotechnology and even maintained a “Nano Lab” wherein hours of testing and development was poured into the creation of the SMC vs. FMC process that would later become synonymous with Yamaha WaveRunners. In addition to its pursuit of innovation, YMMC also sought out ways to give to the community. In June 2016, YMMC installed its Solar Panel System, a 150kW rooftop array approved by the Georgia Power & Coweta County, helping reduce the plant’s energy draw on the municipal grid.



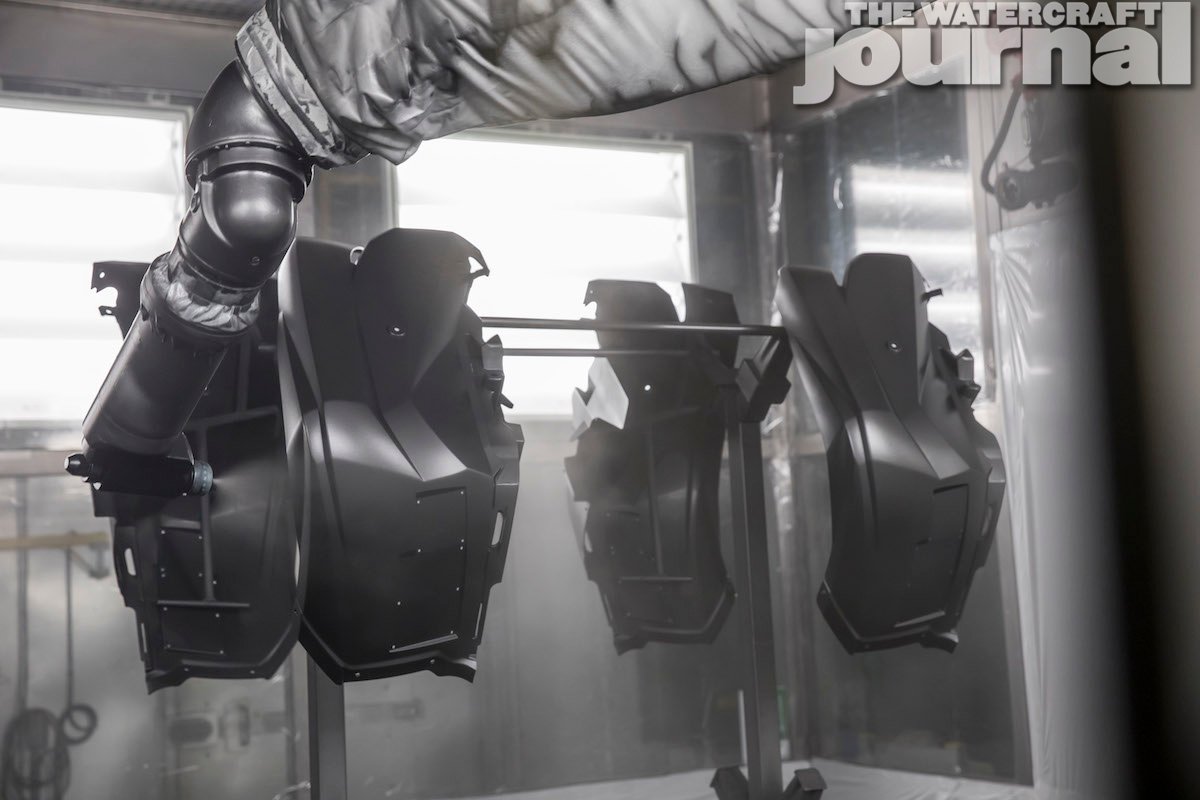
Above: All decks are lowered on a conveyor system, where they are surface-prepped prior to painting. Technicians pass over the scuffed and sanded deck surface to remove any contaminants. Next, automotive-grade automated painting arms pass over every inch of the EX deck coating it in uniform passes. Guns nozzles are exchanged and lines purged between and color change.


Above left: After painting (and curing), each deck is taken to the inspection room where a technician reviews the surface and final application before passing it off or returning it to be repainted. Above right: Approved decks are lined up ready for final assembly.



Above: Painted decks ride on a suspended track system, allowing technicians to rotate the deck on a rotisserie. Here ventilation hoses are riveted as well as few other mounting items before the deck and hull are glued together.
YMMC is also reducing its impact on the environment and supporting community programs through its Environmental Recycling Program, an Environmental Scholarships program for employee’s children (students receive a $2,500 Yamaha Motor Environmental Sponsored College Scholarship), and a local community stream clean-up project. Lastly, YMMC has donated vehicles for local emergency response and rescue to provide support for the local community, including WaveRunners for the Coweta County Fire Department to use for Chattahoochee River rescues and local community public events, as well as the Peachtree City Police Department being given donated ATVs for its multi-use path patrol program.
Add to that employee efforts to raise drives school supplied, food and toys for families during the holidays, and YMMC is not just producing some stellar powersports products but quality people and significant change to those in the surrounding areas. The tour of the plant itself was an eye-opening experience but pales in comparison to the revelation of the concerted endeavors the company makes to improve the lives of its employees and neighbors.



Above: The EX’s top deck, hood and steering system is installed before being lowered into a water tank for leak testing. When passed, the assembled WaveRunner is transferred to a second assembly line for final installation and graphics.



Above: Surprisingly, all graphics are hand-installed. On this line, bond rails and other finishing items are installed prior to final inspections and crating.


Above left: WaveRunner graphics are squeegeed to remove any bubbles or wrinkles before drying. Above right: Finally, all finished WaveRunners are personally approved by Scott “Hollywood” Watkins before being shipped to the distribution center. OK, not by Scott but they are finally approved before leaving YMMC.












































Good story, but Georgia Tech had nothing to do with the development of the NanoXcel material. It was conceived by Yamaha engineering staff and first compounded by a SMC compounder in Indiana, and then reformulated and moved to a compounder in Ohio. I know this because I am the “backwoods country hick” that conceived the material and worked for years with the compounder to make it happen, even when nobody thought it was possible.
Well, your story directly conflicts with what the entire PWC media was told directly from Scott Watkins and the YMMC Plant Manager, so it’s your word against theirs.
I have the awards from JEC and ACMA to prove what I am saying. What do the have?